 Lietuvos
Lietuvos English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














Šiandien aptarsime, kaip pasirinkti storį ir suprojektuoti angas naudojant SMT trafaretus.
SMT trafareto storio ir diafragmos dizaino pasirinkimas
Lydmetalio pastos kiekio kontrolė SMT spausdinimo proceso metu yra vienas iš svarbiausių SMT proceso kokybės kontrolės veiksnių. Litavimo pastos kiekis tiesiogiai priklauso nuo trafareto šablono storio ir angų formos bei dydžio (tam tikrą įtaką turi ir valytuvo greitis bei taikomas slėgis); šablono storis lemia litavimo pastos rašto storį (kurie iš esmės yra vienodi). Todėl pasirinkę šablono storį, galite kompensuoti skirtingus įvairių komponentų litavimo pastos poreikius atitinkamai pakeisdami diafragmos dydį.
Šablono storio pasirinkimas turėtų būti nustatomas atsižvelgiant į spausdintinės plokštės surinkimo tankį, komponentų dydį ir atstumą tarp kaiščių (arba litavimo rutulių). Paprastai tariant, komponentams su didesniais trinkelėmis ir tarpais reikia daugiau litavimo pastos, taigi ir storesnio šablono; ir atvirkščiai, komponentams su mažesnėmis trinkelėmis ir siauresniais tarpais (pvz., siauro žingsnio QFP ir CSP) reikia mažiau litavimo pastos, taigi ir plonesnio šablono.
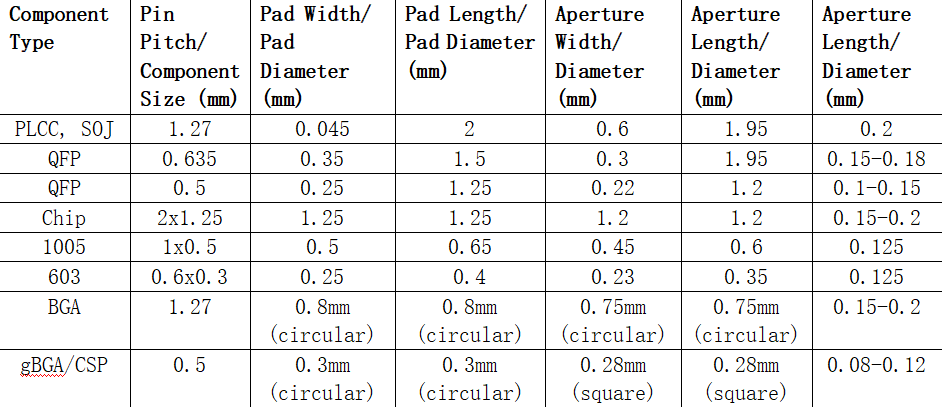
Patirtis rodo, kad litavimo pastos kiekis ant bendrųjų SMT komponentų trinkelių turėtų būti apie 0,8 mg/mm ² {4}, apie 0,5 mg/mm ² siauro žingsnio komponentams. Per daug gali lengvai sukelti problemų, tokių kaip per didelis lydmetalio suvartojimas ir lydmetalio susijungimas, o per mažai lydmetalio gali sunaudoti nepakankamai ir suvirinimo stiprumo. Ant viršelio pateiktoje lentelėje pateikiami atitinkami skirtingų komponentų angų ir trafaretinių šablonų dizaino sprendimai, kurie gali būti naudojami kaip projektavimo nuoroda.
Kitų žinių apie PCB SMT trafaretą sužinosime kitame naujame.
